



.jpg)



当前位置:首页»资讯»新闻详细
冶金工业的变频器应用与维护(二):电池锌板卷取电机的轴承故障分析与对策
作者:李方园
点击数:1987 发布时间:2011-02-21 17:15
点击数:1987 发布时间:2011-02-21 17:15
电池锌板厂卷取机运行几个月以来,现场反映卷取工作一直不正常,轴向振动较大,而且振动劣化趋势发展很快。为了提早作好维修准备,并为确定维修决策提供依据,历时2个月,对该电机轴承连续进行了跟踪监测和测试数据分析,并及时提出了更换轴承和维护对策。

李方园(1973-)男,浙江舟山人,毕业于浙江大学电气自动化专业,高级工程师,长期从事于变频器等现代工控产品的应用与研究工作。现在职就读于浙江工业大学信息学院工程硕士专业。
摘要:电池锌板厂卷取机运行几个月以来,现场反映卷取工作一直不正常,轴向振动较大,而且振动劣化趋势发展很快。为了提早作好维修准备,并为确定维修决策提供依据,历时2个月,对该电机轴承连续进行了跟踪监测和测试数据分析,并及时提出了更换轴承和维护对策。
关键词:三电平变频器;共模电压;轴承电流
Abstract: During the past few months when Zinc battery factory coiler was running, the reeling was always malfunction. The problem was that there was large axial vibration and the deterioration was in the trend of rapid development.In order to make early preparations for repairs and maintenance to determine the basis for decision-making, the motor bearings were under monitoring in 2 months. Finally according the testing data analysis, bearing had been replaced and maintenance of the response had been decided.
Key words: 3-level inverter; common-mode voltage; bearing current
1 前言
锌板生产线主要用于电池锌筒、锌饼的生产,其步骤包括将熔融的锌液经过连续铸造,并通过轧机一次压制成成品,然后送后道工序冲裁成锌饼,最后冲裁成成品锌筒。锌板生产线主要规格按照成品锌板宽度(如100、110、120、165、170、185、200等)来决定传动功率的配置,主要由铸造机、托辊、轧机、电控系统等组成。
在电池锌板生产线中,从铸造机中出来的热锌板,经过轧机轧制后,再进行收卷(如图1所示)。在通常情况下,轧机的主速度是跟随铸造的速度信号而变化,收卷则由变频器控制,采用张力闭环,即通过张力检测装置反馈张力信号与张力的设定值构成PID闭环,然后调整变频器的输出频率命令或输出转矩指令。
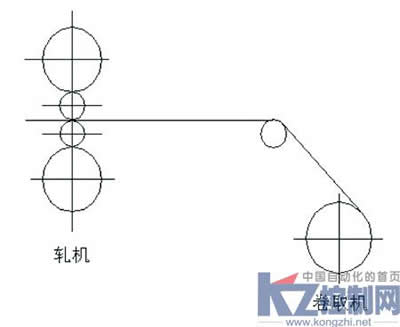
图1 锌板生产线示意
某电池锌板厂卷取机运行几个月以来, 现场反映卷取工作一直不正常,轴向振动较大(轴向振动比径向大很多),而且振动劣化趋势发展很快。为了提早作好维修准备,并为确定维修决策提供依据,历时2个月,对该电机轴承连续进行了跟踪监测和测试数据分析,并及时提出了更换轴承和维护对策。
2 卷取机轴承故障分析和对策
根据现场反映的情况,对卷取电机轴承进行连续跟踪测试,采用加速度传感器分别测量,并对测试数值进行分析比较后,发现电机前轴承的轴向振动最大,与现场反映的情况基本相符。其中对电机前轴承测点的轴向振动测试数据进行了分析,频谱图及时域波形图见图2。
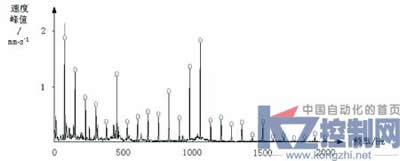
(a)频谱图
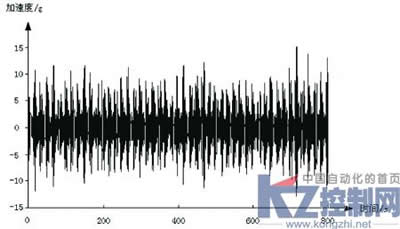
(b)时域波形图
图2 电机前轴承的轴向振动频谱图及时域波形图
从图2(a)的频谱图中发现,最高峰值所对应的频率恰好为轴承外圈故障特征频率,即变频器的输出频率,大致为72.8 Hz,而且高次谐波能量很大,从时域波形图也可以看出,存在着明显的时域冲击。
(2)轴承更换
由于从振动分析仪显示的数据表明电机的前轴承寿命已经处于最低状态,于是决定更换轴承。将更换后的轴承进行解剖如图3所示,发现轴承的损坏比较特殊,主要表现为轴承内圈有一道非常明显的“沟纹槽”现象。

图3 卷取电机前轴承故障
(3)轴电流的存在原因
与该厂同样的锌板生产线的卷取部位相比较,以前采用电磁调速从来没有发生过“沟纹槽”类故障,同时经文献[1,2] 确认为变频器的轴电流所致。
在传统的二电平变频调速系统中,一般都采用交-直-交变换结构,即将三相幅值固定、频率固定的输入电压转换为电压可调、频率可调的三相输出,驱动三相电机。在这个变换过程中,需要采用电力电子开关器件,例如在整流桥和逆变桥中[1]。但是这种开关切换过程,往往会导致电机端电压存在零序分量(即共模电压(Vcm)),如图4所示。
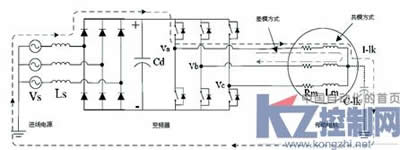
图4 变频器的工作原理
PWM输出的每相波形都是矩形波,尽管它的三相基波分量的合成矢量为零,但是从实际PWM波每一时刻的合成矢量看并不为零,也就是说共模电压的瞬时值不为零,其数值为:
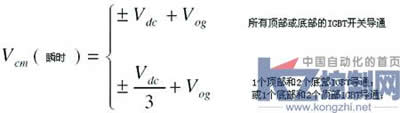
式中:Vdc为直流母线电压;V0g为直流母线电容中间点对地电压。
该函数具有上下阶梯状的特点,它的幅值等于直流侧电压值,波形中阶梯的每一个台阶都是1/3的直流电压值,而频率等于变频器的开关频率。
当共模电压引起轴电压,并进一步作用于由轴承、润滑油和绝缘垫片所组成的电容、电阻和非线形阻抗后就会形成一定的回路电流,又称“轴电流”。
(4)三电平变频器与二电平变频器的比较
根据共模电压(Vcm)的瞬时表达公式可以看出,由于二电平变频器的IGBT的开关只有23=8个开关状态,导致波形严重畸变,最终导致电机轴承端的共模电压居高不下。显然,三电平变频器有着比较明显的优势,如图5所示为三电平IGBT输出的拓扑结构[3]。
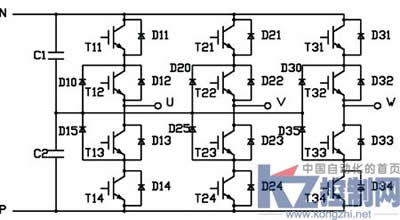
图5 三电平IGBT输出拓扑结构
由于每一个半桥逆变其都具有三种状态,即状态A(上臂开关器件导通)、状态B(下臂开关器件导通)、状态0(辅助开关器件导通)。因此,三电平变频器具有33=27个开关状态(图6所示)。由于三电平每相输出电压包含有三个电平,即+Udc/2、-Udc/2和0,因此变频器输出更接近正弦波,有利于降低输出电压中的谐波。
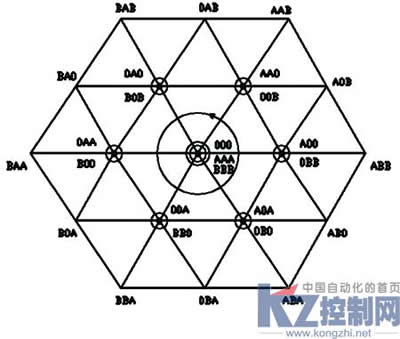
图5 三电平IGBT输出拓扑结构
根据文献[4]知道,由于三电平变频器的共模电压大大降低,比二电平变频器可以降低50%以上,从而引起轴承电流的风险降低了80%以上。
3 结束语
考虑到目前采用的卷取电机变频器为日本安川G5二电平变频器,所以为克服轴承“沟纹槽”现象更换为安川G7三电平变频器,更换前后测量轴电压和轴电流的波形如图7所示。该厂使用三电平变频器近一年来,再也没有出现类似轴承“沟纹槽”现象。
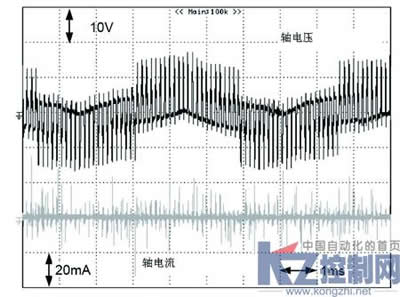
(a)安川G5变频器
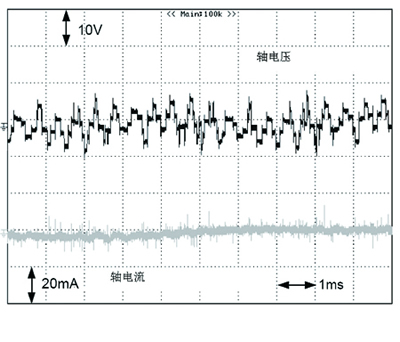
(b)安川G7变频器
图7 更换前后的波形比较
参考文献:
[1] 李方园. 变频器行业应用实践[M]. 北京: 中国电力出版社, 2006: 71-72.
[2] Walter santiago. Inverter output filter effect on PWM motor drives of a
flywheel energy storage system[J].NASA/TM, 2004, (9).
[3] 刘忱. 串联H桥高压变频器共模电压的研究[J]. 变频器世界, 2005, (10).
[4] 张宗桐. 变频器应用与配套技术[M]. 北京: 中国电力出版社. 2008: 272-287.
- 相关文章
- 热点新闻
-
- 低碳宣讲走进深圳南山,共同探索碳中和路径
- 西门子Mendix低代码平台正式登陆腾讯云 加快..
- ABB一体化充电站加速推动中国电动交通发展
- 以数字化推动传统产业升级
- 以科技创新实现高水平自立自强
- 新发展阶段走好新型工业化之路
- 人工智能的要素属性及其对就业的挑战
- 强化科技硬实力 厚植创新软实力
- 更好激发科研创新内生动力
- 促进工业互联网发展的着力点
- 我国战略性新兴产业集群的发展历程及特征
- 我国将实施九大行动推动制造服务业高质量发展
- 关于加快推动制造服务业高质量发展的意见
- 打通原始创新到产业发展的壁垒——解读深圳促..
- 装备制造业发展走向智能化、服务化、绿色化
- 未来十五年是我国突破最尖端技术的关键时期
- 推荐产品
-
- 1适用于中小型储罐的超声波液位传感器
- 2用于EtherCAT协议的快速RFID I/O模块
- 3状态监测的电机控制
- 4泓格WES7标准版PAC新品上市:XP-8031-WES7
- 5泓格工业级4G网关(双SIM卡)新品上市:GRP..
- 6泓格OPC UA I/O模块新品上市
- 7泓格Modbus TCP/UDP转RTU/ASCII网关新品..
- 8泓格智能型4G远程遥控装置搭载惯性导航新..
- 9泓格LED显示型远程温度湿度数据记录模块..
- 10泓格继电器输出扩充卡新品上市:XV119
- 11泓格LCD屏幕ViewPAC新品上市:VP-x239-CE..
- 12泓格计数器/频率/编码器输入扩充卡新品上..
- 13泓格工业无线感测模块iWSN系列上市
- 14泓格EtherCAT Slave I/O模块新品上市:EC..
- 15增强功能的控制柜保护模块

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号