



.jpg)



当前位置:首页»企业

- 企业简介
-
1992年中达电通成立于上海,自营业以来,保持着年均增长30.7%的高速发展,为工业级用户提供高效可靠的动力、视讯、自动化及能源管理解决方案。在通信电源的市场占有率位居前列、同时也是视讯显示及工业自动化方案的领导厂商。
- 公司类型:供应商
- 联系方式
-
- 中达电通股份有限公司
- 地址:上海市浦东新区民夏路238号
- 邮编:201209
- 电话:021--58639595
- 传真:021-58630003
- 网址:http://www.deltagreentech.com.cn/
- Email:dgc.marketing@deltaww.com
- 联系人:
- 案例详细
-
标题 台达A2伺服在包装机打码工艺控制的应用 技术领域 变频器 行业 简介 文章主要叙述了台达A2系列伺服在铝膜小袋包装机打码工艺控制中的成功应用。利用A2伺服的内部PR模式下,PR命令、外部事件及E-CAM电子凸轮功能的综合应用。改变了以往的PLC控制步进电机,精度低、速度慢、控制程序复杂及不好校正误差的弊端。在包装机打码工艺控制中成功的应用了台达自动化产品并取得了设备生产厂和最终用户的认可。 内容 【摘要】文章主要叙述了台达A2系列伺服在铝膜小袋包装机打码工艺控制中的成功应用。利用A2伺服的内部PR模式下,PR命令、外部事件及E-CAM电子凸轮功能的综合应用。改变了以往的PLC控制步进电机,精度低、速度慢、控制程序复杂及不好校正误差的弊端。在包装机打码工艺控制中成功的应用了台达自动化产品并取得了设备生产厂和最终用户的认可。
【关键字】铝膜小袋包装机;打码;A2伺服PR内部命令;外部事件;E-CAM电子凸轮
铝膜小袋包装机往往需要印上生产日期及编号等,在打码控制环节,以往采用PLC脉冲控制步进电机。其精度低、速度慢、控制程序复杂及不好校正误差量等因素,往往造成字码不清晰位置不稳定的情况。采用台达A2伺服PR控制模式下的,内部PR命令、外部事件及E-CAM凸轮综合应用。实现了打码工艺的高速度、高精度、位置可调节的新局面。调整方便、稳定等特性都体现出了A2伺服的出色性能及优异的运动控制综合能力。
1 控制工艺要求及动作说明
包装机打码工艺的控制示意图如图1所示。
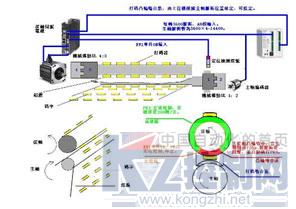
图1 包装机打码工艺的控制示意图
控制工艺要求及动作说明:
1. 伺服通电后,立即以当前点作为零点,然后执行PR1、PR2命令将P5-88、P5-89写入,设定E-CAM凸轮啮合及脱离条件,并启动凸轮;
2. 铝膜由主动轮方向移动的过程,经过主从轮凸轮啮合区,使打码器与铝膜位置速度同步,将字码清晰的印在铝膜表面;
3. 在经过凸轮啮合区后,从轮脱离啮合。,立即执行PR3命令;
4. PR3命令从轴高速向前运动直到检测到定位位置后,启动外部事件;
5. EV1外部事ON信号输入,执行PR51命令定位指令;
6. 等待下进入一次啮合动作。
控制模式及I/O规划设定:
将伺服设定为内部PR命令模式,P1-01=1;
任意两输入点P2-10~17规划为电子凸轮啮合控制“36”及事件触发命令1“39”。
E-CAM电子凸轮规划设定:
要想使从轴与主轴同步啮合,伺服电机100000×机械传动比4/3=主轴脉冲14400×2;凸轮关系为从轴脉冲66666对应主轴一周14400脉冲。
2 PR模式设定
原点设定如图2,PR1设定如图3,PR2设定如图4,事件ON/OFF设定如图5,PR51设定如图6。

图2 原点设定

图3 PR1设定

图4 PR2设定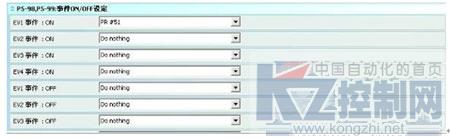
图5 事件ON/OFF设定
图6 PR51设定
3 现场图片展示
台达A2伺服驱动器安装在铝膜小袋制袋机上,成型产品制作规整,码字清晰位置均匀。
铝膜小袋制袋机

打码工艺环节
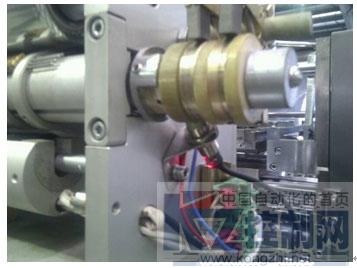
位置检测传感器4. 结束语
通过A2系列伺服在铝膜小袋包装机打码工艺中PR命令、事件触发、E-CAM电子凸轮的综合应用,成功体现了其优异的性能和出色灵活的运动控制能力,为包装机行业的技术革新做出令用户满意的贡献。

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号