



.jpg)



当前位置:首页»企业

- 企业简介
-
北京和利时智能技术有限公司致力于为离散制造业和采矿业提供智能工厂及智能装备的自动化、信息化和智能化整体解决方案。公司核心产品为大中小型系列可编程控制器(PLC)、运动控制器(Motion Controller)以及SCADA大型综合监控系统和MES生产执行系统,为客户提供从装置、产线、车间至全厂的自动化和信息化整体解决方案,服务于企业建设、运营和维护全生命周期。
- 公司类型:供应商
- 联系方式
-
- 北京和利时智能技术有限公司
- 地址:北京经济技术开发区地盛中路2号院
- 邮编:100176
- 电话:010-5898 1588
- 传真:5898 1558
- 网址:http://www.hollysys.cn
- Email:PLC@hollysys.com
- 联系人:
- 案例详细
-
标题 LK在热源厂辅助系统中的应用 技术领域 PLC&PAC 行业 简介 内容

高速发展的中国经济对能源和环保提出了越来越高的要求,合理高效充分利用能源,是保护生态环境的有效途径之一。热源厂辅助系统(如煤仓输煤、栈桥输煤、锅炉除渣系统)工作环境通常比较恶劣、设备所处环境一般粉尘较大、操作分散,所以对控制系统工作的安全性、可靠性、维护简便性要求较高。
在热源厂辅助系统中采用和利时公司HOLLiAS LK系列PLC,实现了对热源厂锅炉辅助系统工艺过程及生产设备的监测与自动控制。该系统性能稳定、功能齐全、性价比高、扩展灵活,完全能满足热源厂辅助系统设备安全、高效运行的要求,为用户提供了一种低成本、高可靠性的控制方案。
控制系统设计
热源厂辅助系统由煤仓输煤系统、栈桥输煤系统、锅炉除渣系统组成。根据热源厂工艺流程要求以及现有总体布局情况,整个辅助系统设3个现场PLC控制站,分别用于栈桥输煤系统、煤仓输煤系统、锅炉除渣系统的集中控制﹑监视和管理,并接入热源厂锅炉DCS控制系统中,以实现“集中监视,分散控制”的整体布局。
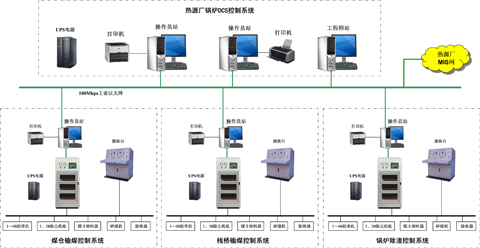
图1 热源厂辅助系统控制系统图
各现场PLC控制站由程控柜、操作员站和后备操纵台组成,程控柜选择和利时公司HOLLiAS LK系列PLC,CPU选择LK210,PLC程控柜配置14个DI模块LK610,计224个DI点;配置7个DO模块LK710,计112个DO点,DO点配置DC24V小继电器;配置5个AI模块LK411,计40个AI点;配置2个AO模块,计8个AO点。各PLC控制站与操作员站之间通过高速工业以太网进行数据通讯。
PLC程控柜配2KVA UPS电源,外接电源引自栈桥输煤1路MCC,操作员站电源引自UPS。
操作员站配置为P4处理器,512M内存,80G硬盘,配19英寸液晶显示器,配上位机监控软件FacView一套。
工艺控制功能
煤仓输煤系统
煤仓输煤系统负责采集胶带输送机及卸料器等设备的状态信号及数据信号并对以上设备发送控制信号;实时读取并控制胶带输送系机的工作状态。煤仓输煤设两条线:煤仓设置高低位检测,根据高低位执行输煤,除尘机组×4→胶带机卸料器×4→除尘机组×4→来自电厂输送机。配有操作员站,可作为独立的系统。

? 栈桥输煤系统
栈桥输煤系统负责采集胶带输送机、电子皮带秤、碎煤机、概率筛、螺旋给煤机等设备的变频器的状态信号及数据信号并对以上设备发送控制信号;实时读取并控制物料输送系统中各胶带输送机的工作状态。栈桥输煤设两条线:除尘机组×2→电液卸料器×8→胶带输送机×2→电子皮带秤→碎煤机×2→概率筛×2→除尘机组×2→电磁除铁器→螺旋给煤机×4。
采用PLC进行控制,并有显示器显示输煤系统的流程,PLC单独安装在程控柜中,放置在操纵台旁边,对所有运输设备,均可根据所选择的控制程序逆煤流方向延时起动。
在程序停机时顺煤流方向延时1分半钟停车,当运行过程中任一设备故障停车时,该设备给煤方向前的各设备立即停车,该设备之后的设备延时停车。
锅炉除渣系统
锅炉除渣系统负责采集库顶除尘器、斗式提升机、斗链除渣机、冷渣器等设备的状态信号及数据信号并对以上设备发送控制信号;实时读取并控制冷渣器的工作状态。锅炉除渣设四条线,渣仓设置高低位检测,根据高低位执行除渣,库顶除尘器→斗式提升机→斗链除渣机2→斗链除渣机1→冷渣器A,B。配有操作员站,可作为独立的系统。
a. 程序启动,即除渣系统内所有设备按逆渣流方向顺序延时启动;
b. 程序停止,即除渣系统内所有设备按顺渣流方向顺序延时停车;
c. 程序停车,即当运行过程中任一设备故障时,该设备给渣方向前的各设备立即停车,该设备之后的设备延时停车;
d. 自动报警,a情况下,自动启动现场声光信号报警,c情况下,启动事故停车报警,若现场设备成功停车,停止现场声光信号报警;
e. 自动检测,即对除渣系统内所有设备是否具备PLC全自动控制条件进行检测,并显示不具备运行的原因。
系统特点
采用集散型结构,扩展便利,可靠性高;
安全性好,抗干扰能力强;
控制系统采用程控、远控和就地控制相结合的方式;
手动操作启停设备时,上位机可提供操作指导;
所有程控逻辑、联锁保护、控制、调节(PID)均可在PLC内完成,不需硬接线;
在上位机上直观地显示出工艺流程图测量参数、控制方式、设备状态、故障状态、报表等;
参数越限、控制对象故障、状态变化、控制系统故障时,LCD上以不同颜色显示,同时进行声响报警。

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号