



.jpg)



当前位置:首页»企业

- 企业简介
-
北京和利时智能技术有限公司致力于为离散制造业和采矿业提供智能工厂及智能装备的自动化、信息化和智能化整体解决方案。公司核心产品为大中小型系列可编程控制器(PLC)、运动控制器(Motion Controller)以及SCADA大型综合监控系统和MES生产执行系统,为客户提供从装置、产线、车间至全厂的自动化和信息化整体解决方案,服务于企业建设、运营和维护全生命周期。
- 公司类型:供应商
- 联系方式
-
- 北京和利时智能技术有限公司
- 地址:北京经济技术开发区地盛中路2号院
- 邮编:100176
- 电话:010-5898 1588
- 传真:5898 1558
- 网址:http://www.hollysys.cn
- Email:PLC@hollysys.com
- 联系人:
- 案例详细
-
标题 基于LK PLC的自动控制系统在污水处理厂的应用 技术领域 PLC&PAC 行业 市政 简介 本文主要介绍了海兴县污水处理厂自动控制系统的架构、LK PLC系统配置及如何利用PLC实现全厂的自动控制。以和利时公司LK PLC作为控制器,中控室和全厂各主站之间采用光纤工业以太网通讯方式,主站和远程I/O 站采用Profibus-DP 通讯方式。水厂的自动控制系统,保证了污水生产运行的安全可靠,提高了污水处理的自动化控制水平和管理水平,提高了生产效率。 内容 作者: 郭阳阳1 ,吕卫阳 1,李强 2,刘荣 2
1.北京科技大学机械工程学院,北京100083;
2.北京和利时自动化驱动技术有限公司,北京100176
摘要:本文主要介绍了海兴县污水处理厂自动控制系统的架构、LK PLC系统配置及如何利用PLC实现全厂的自动控制。以和利时公司LK PLC作为控制器,中控室和全厂各主站之间采用光纤工业以太网通讯方式,主站和远程I/O 站采用Profibus-DP 通讯方式。水厂的自动控制系统,保证了污水生产运行的安全可靠,提高了污水处理的自动化控制水平和管理水平,提高了生产效率。
关键词:污水处理;可编程控制器;自动控制系统
Abstract: This paper mainly introduces the automation system structure, LK PLC system configuration and how to utilize PLC to achieve automation control in sewage treatment plant. LK PLC made by Hollysys Company is adopted as the controller. Central control room comminutes with master stations via optical fiber industrial Ethernet, while Profibus-DP is utilized for the communication between master stations and remote I/O stations. The automation control system guarantees the stability of sewage treatment process and improves the level of automation control and management of waste water treatment and enhances productivity and efficiency.
Key words: Sewage Treatment; PLC; Automation Control System
1 引言
进入21世纪以来,我国人口数量快速增长,用水需求量明显加大,是我国城市可持续发展的主要矛盾之一,因此解决城市水资源缺乏和水环境恶化问题刻不容缓。而随着自动化技术在各行业的不断发展,污水处理行业的自动化水平也在快速提高。目前,在污水处理行业中多采用PLC控制器进行自动控制,上位计算机进行工艺参数监视和设置的系统控制模式[1]。本文以海兴县污水处理厂为例进行系统组成、功能等介绍。
海兴县污水处理厂设计规模为日处理污水二万吨,出水标准为一级A。水厂工程采用CASS+深度处理工艺,厂区主要由格栅及沉砂系统、提升泵房、CASS池生物反应系统、曝气生物滤池系统、V型滤池系统及污泥浓缩系统构成。
2 污水处理控制系统的硬件设计
2.1 控制系统整体结构
污水处理厂自动化控制系统分为三级管理,包括生产管理级(中央控制室)、现场控制级(PLC控制站)及就地控制级。现场各种数据通过PLC系统进行采集,并通过主干通讯网络——工业以太网传送到中央控制室监控计算机集中监控和管理。同样,中央控制室监控计算机的控制命令也通过上述通道传送到PLC的测控终端,实施各单元的分散控制。
(1)生产管理级(中央控制室)
中控室管理层是系统的核心,完成对污水处理过程各部分的管理和控制,并实现厂级的办公自动化。通过高分辨率液晶显示器及投影仪可直观地动态显示全厂各工艺流程段的实时工况、各工艺参数的趋势画面,操作人员可及时掌握全厂运行情况。
(2)现场控制级(PLC站)
控制层是实现系统自动控制的关键。按照自动控制工艺要求,控制层的PLC通过程序控制整个污水处理厂的设备,实现对现场设备运行状态以及参数(如压力、流量、温度、PH值等)的采集,以及执行管理层的命令。
(3)就地控制级(设备层)
将现场控制箱上的“就地/远程”旋钮切换至“就地”位置,通过箱上的“启动/停止”按钮实现设备的就地启停控制。
海兴县污水厂控制系统的拓扑结构与功能配置如图1 所示:
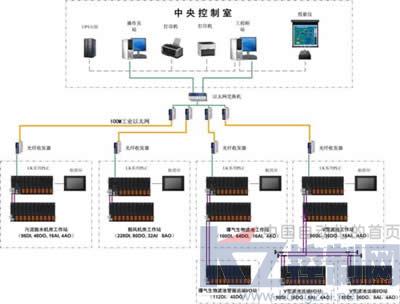
图1 控制系统的拓扑结构与配置
Fig.1 structure and configuration of control system
2.2 下位PLC系统配置
海兴县污水厂自动控制系统采用北京和利时公司的LK系列PLC作为主控制器对生产过程进行监视和控制。模块式PLC控制系统的硬件部分主要包括CPU模块、I/O模块、通讯模块、电源模块、接口模块等,根据控制功能的复杂程度和控制对象的点号统计进行相应的配置。据统计,整个污水厂需要PLC控制的I/O点共829,共分四个PLC控制站:1#PLC站仅有一个主站;2#PLC站仅有一个主站;3#PLC站包括主站和一个远程从站;4#PLC站包括主站和两个远程从站。各个控制站的功能和分别如下:
(1)污泥脱水机房工作站——1#PLC控制站
负责采集水厂进水水质数据,以及格栅系统、旋流沉砂系统、污泥浓缩系统设备的状态采集和设备的控制。
(2)鼓风机房工作站——2#PLC控制站
负责采集CASS池水质数据,以及搅拌系统、滗水系统、曝气系统设备状态的采集和设备的控制。
(3)曝气生物滤池工作站——3#PLC控制站
负责采集曝气生物滤池水质数据,以及二次提升系统、曝气系统、反冲洗系统设备状态的采集和设备的控制。
(4)V型滤池工作站——4#PLC控制站
负责采集V型滤池水质数据,以及反冲洗系统、出水系统设备状态的采集和设备的控制。
总而言之,PLC 控制系统实现了主站与从站的数据交换及数据处理,主站对各个从站的监控和人机交互的可视性。
2.3 上位监控系统硬件配置
工程师和操作员站设立在中控室,其主要由两套互为冗余的操作站、一套投影仪、一台故障打印机、一台图表打印机、一套UPS电源组成。
中控室的两台监控操作站,其中一台为系统监控管理计算机,可对在污水处理厂的各类设备状态、工艺过程参数进行实时检测和监控,提供给操作人员、管理人员进行运行管理的人机界面,另一台为信息监控管理计算机,负责实时和定时记录以及报表的生产和打印。
3 污水处理控制系统的软件设计
3.1下位PLC控制程序开发
PLC程序设计采用北京和利时公司推出的Powerpro 下位机软件,根据工艺要求,编写格栅、提升泵房、旋流沉砂池、CASS池、二次提升泵、曝气生物滤池、V型滤池等子程序。污水处理工艺流程图如图2所示:
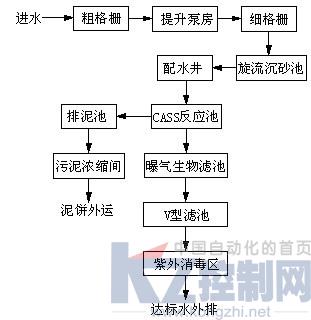
图2 污水处理工艺流程图
Fig.2 Flow chart of sewage treatment process
(1)格栅系统控制
格栅系统主控对象为格栅机组、螺旋输送机以及超声波液位计。其控制可在监控计算机上设置液位控制和定时控制,当采用液位控制时,是靠格栅的前后液位差来控制格栅机的启停,当液位差达到设定的水位上限时,PLC控制器会发出命令启动格栅设备;当水位差小于设置的下限时,格栅机组将接受到PLC控制器发出的停止的信号。操作人员可以在上位机上设定设备的启停液位或者运行周期。
(2)提升泵控制
提升泵的控制工艺要求是根据液位的高低来自动控制提升泵的启停,项目现场采用两用一备方式。当其中的泵出现故障时,故障泵会自动切出自控程序,备用泵会自动切入自控程序。这样长期运行能保证泵的运行时间大致相同。
(3)旋流沉砂池系统控制
旋流沉砂系统主控对象为搅拌器、罗茨风机和砂水分离器。系统工作原理如下:污水从沉砂池的切向进入,具有一定的流速,从而对沙砾产生离心力,使较重的沙砾沿池壁沉降到池底集砂槽。搅拌器的桨叶旋转形成轴向涡流,产生一个轻微的上升流动,从而带动污水排出,流入下一道工艺流程进行处理。罗茨风机为旋流沉砂池提供空气,达到气提的作用,另外气提直接将沉砂输送到砂水分离器,实现沙砾与污水的彻底分离[2]。其控制工艺要求如下:搅拌器、风机和砂水分离器以一定周期运转,通过工程师站可以设定运行时间。
(4) CASS池系统控制
CASS池系统操作周期分为四个步骤:曝气阶段,鼓风机向反应池内充氧,此时有机污染物被微生物氧化分解;沉淀阶段,微生物利用水中剩余的DO进行进一步氧化分解,活性污泥逐渐沉淀到池底,上层水变清,污泥回流泵将部分活性污泥送回预反应区,剩余污泥泵则将反应池多余污泥抽到污泥脱水间;滗水阶段,沉淀结束后,置于反应池末端的滗水器开始工作,自上而下逐渐排出上清液;闲置阶段,滗水器上升到原始位置阶段,等待下一周期滗水。根据上述工艺要求,对CASS工艺的各个阶段编写控制子程序。
(5)曝气生物滤池系统控制
曝气风机其控制工艺要求:曝气风机为24小时运转,每天中午12点更换一台风机,这样可以保证三台风机运行的时间大体相等。
反冲洗系统控制主要是控制反洗风机、反洗泵以及阀门来实现反冲洗的功能,每两天进行一次反冲洗。
(6)V型滤池系统控制
V型滤池系统的自动控制主要是滤池的自动反冲洗功能。子程序控制的主要设备有反洗泵、反洗风机、阀门以及仪表工艺参数,每两天进行一次反冲洗。
3.2上位机监控系统的实现
本控制系统上位监控系统采用北京和利时公司的上位机软件FacView。监控软件将现场各分系统的运行状态形象、直观、实时地显示在中控室的工控机上,使操作员在中控室能实时获得现场数据和信息并对污水处理厂的运行进行管理。友好的人机界面把分散的、单回路的测控系统进行了统一的管理,另外还有数据报警、历史数据存储、报表显示、趋势显示等多种功能。
计算机监控画面主要包括全厂工艺图、格栅及沉砂系统、CASS工艺、曝气生物滤池、V型滤池、仪表数据图、趋势图、报警图、报表,各个画面之间可以实现自由切换,全厂工艺图如图3所示:
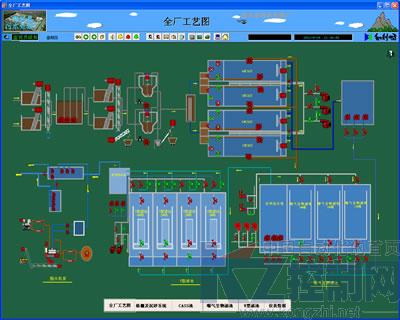
图3 海兴县污水厂全厂工艺图
Fig.3 The flow chart of HaiXing County Sewage Treatment Plant
4 结语
该自动控制系统实行集中控制,分散管理的方式,把管理层和控制层分开,通过对全过程的监控,实现了污水处理整个过程的全自动化运营,保证了污水生产运行的安全可靠,大大提高了污水处理的自动化控制水平和管理水平,减轻了劳动强度,从而提高了生产效率,降低了水厂能耗。其中,PLC 控制器发挥了相当重要的作用。自投产运行以来,控制系统运行平稳,处理水质达到排放标准,不仅改善了人们的生活环境,而且为社会的可持续发展发挥了积极的作用,取得了社会和经济双重效益。
参考文献
[1]罗春,马立实,吴坚,周超平.论国内城市污水处理现状及发展趋势.2007全国水处理技术研讨会论文集. 2007:1
[2]李耀刚,刘学东,水兰素.旋流沉砂池的PLC控制[J].机电工程技术,2003,32(4):58-59.
作者简介:郭阳阳(1987-),男,北京科技大学研究生,专业方向为自动化控制;吕卫阳(1971-),男,北京科技大学机械工程学院副教授,主要研究工业控制及自动化;李强(1982-),男,北京和利时自动化驱动技术有限公司中级工程师,主要从事工业控制及仪表自动化;刘荣,男,北京和利时自动化驱动技术有限公司中级工程师,主要从事工业自动化及部门管理工作。

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号