



.jpg)



当前位置:首页»案例
- 原料场喷洒水自动控制系统
-
企业: 控制网 日期: 2008-03-02 领域: 工业安全 点击数: 1140  姜曙光(1980-)
姜曙光(1980-)
男,山东烟台人,助理工程师,毕业于解放军炮兵学院工业自动化专业,(济南钢铁集团自动化部,山东 济南 250101 ),现就职于济南钢铁集团自动化部。主要从事自动化方面的编程及现场调试工作。
摘要:为了减轻烧结厂原料场的粉尘污染,设计开发了喷洒水系统。该系统采用施耐德公司Modicon TSX Momentum 控制器,应用Concept 2.5组态软件 和CitectHMI 监控组态软件开发了相应的控制程序和监控画面,应用变频技术和PID调节,达到了要求的降尘要求。系统具有适应性强,操作简单,维护方便等特点,自投用以来,运行稳定可靠。
关键词:原料场;喷洒水;PID;PLC;HMIAbstract: The automatic control system of sprinkling is designed and developed for reducing the vitiate of the powder in the field for piling up the material of the sintering plant . The techniques of Schneider’s Modicon TSX Momentum PLC is adopted in the automatic control system , and the correspondent control program and supervisory interface are also developed by means of concept 2. 5 and CitectHMI. The system has the characters of high stability, high reliability, high safety, high adaptability and convenient operation.
Key words: the raw material field;sprinkling;PID;PLC;HMI
1 前言
在当前工业控制应用中,PLC以其高度的稳定性,便捷的编程及维护性能,在钢厂的信息自动化建设过程中,应用越来越广泛。济钢烧结厂新建原料场喷洒水系统采用了PLC控制,纳入整个烧结网络自动控制系统中,通过计算机控制系统监控各个设备的运行,及时准确的调整各个设备的运行,保证了整个生产系统的顺利运转。
2 工艺概况
济钢烧结厂原料场共分为一次料场和混匀料场两大部分,共5个料条;其中1-3号料条在一次料场,4、5号料条在混匀料场,喷洒水系统在每个料条两侧各设有一套喷洒管道系统。整个系统由两台变频水泵并联,根据需要降尘区域的多少,开启不同区域的喷洒管道,由压力变化对变频水泵进行PID 调节,以达到设计要求的降尘效果。
3 系统组成及功能特点
3.1 系统组成
济钢烧结厂喷洒水系统有1套PLC(701AP),3套I/O远程站(701AR1,701AR2,701AR3)以及两台HMI等设备组成。其中701AP PLC只要完成整个系统的电气控制及模拟量控制。设备的集中监视与控制操作通过HMI上的画面进行,整个烧结网络自控系统采用环网连接,本系统画面与其他系统画面共享操作。喷洒水自动化控制系统设 2台Server/Client 机,4台Client 机。作为Client/ Server 的结构,该系统的客户端和服务器应用OPC (OL E forProcess Cont rol) 协议进行通讯,集中控制室通过服务器采集各PLC 控制站的数据,并负责分发至各工作站,来自各工作站的指令再通过服务器分派至各PLC 控制站。
3.1.1网络结构
整个控制系统大量使用先进的网络技术,以满足不同层次通讯需求。PLC 系统CPU 模块集成了Ethernet 网接口(传输速率10MB/ s) ,通过10/ 100M 交换机上挂Ethernet 网,与上位机( Ethernet 网卡) 、其它PLC(Ethernet 接口) 、编程器等建立快速信息交换的Modbus TCP/ IP Ethernet 网络。整个系统通过交换机与一次料场的交换机通讯,加入整个原料厂控制系统的Ethernet环网。
系统的网络结构及硬件配置如图1所示。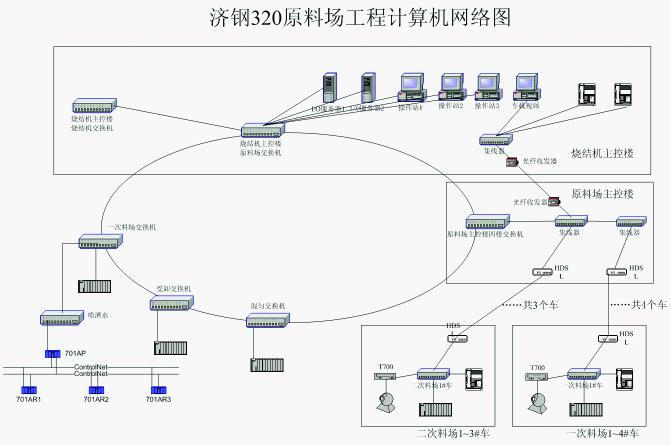
图1 网络结构及硬件配置图3.1.2电气传动系统配置
喷洒水系统的电气传动设备主要是变频水泵2台,电动阀门11台,电磁阀门40台,潜污泵1台,传动电压均为380V。其中701AP PLC主要完成1#,2#变频水泵的电气控制及1#,2#水泵出水管道压力和出水总管压力的模拟量监控。701AR1 I/O远程站主要完成1-3号管线上的电动阀门及电磁阀门的电气控制;701AR2 和701AR3 I/O远程站分别完成4-6,7-10号管线上电动阀门和电磁阀门的电气控制。整个水处理系统的PLC通过一次料场的交换机并入整个烧结自动化控制环形控制网,设备的集中监控与其他系统共同在主控室通过HMI画面进行。
3.1.3系统硬件及软件配置
济钢烧结厂原料场喷洒水系统自动化控制系统选用施奈德的昆腾系列PLC,其背板总线技术通讯速率高,支持模块热插拔;提供使用MODBUS PLUS网络协议的TCP/IP 全开放的工业以太网技术等,实用性和耐用性比较强。
软件系统采用Concept 2.6编程软件,采用功能块FBD的编程方式来实现对变频水泵,电动阀,电磁阀等设备的机旁手动,集中手动及集中自动控制功能。针对阀门较多,采用自定义FBD块的功能实现阀门的开关控制,使编程时间大大缩短,引入压力,水位等模拟量进行连锁控制。上位监控软件采用citect,所有界面存储到服务器中,赋予工程师站和操作员站不同的权限,方便程序维护及管理和操作。
3.2 控制功能及控制方法
3.2.1 回路控制-变频水泵流量的调节控制
变频水泵通过出水总管的压力来调节变频器,以改变电机的转速,使其在保持恒定的压力情况下满足不同的流量需求。出水总管的压力变送器将压力信号转换为4-20MA的电流信号,通过其电流的变化来改变变频器的电流,从而改变变频器的输出电压,电压的变化改变电机的转速。当需要喷洒的范围加大时,总管压力变小,变频器输出电压增加,电机转速加大,达到设定的压力值时,变频器的输出电压保持不变。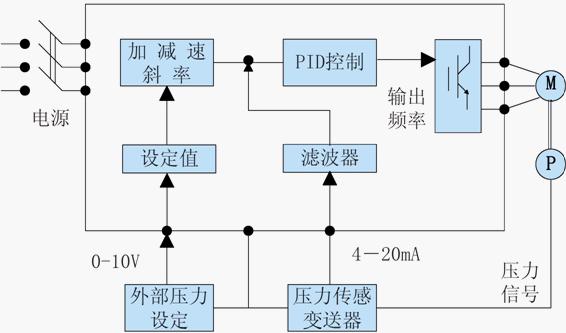
图2 PID调节硬件原理图3.2.2 PLC控制实现的主要功能
PLC 控制级应用软件的开发采用施耐德公司提供的符合IEC 标准的Concept 2. 6 组态软件,能够完成PLC 系统的硬件组态,网络配置以及系统的各种控制、运算、故障诊断与设备的保护等方面程序设计。本系统PLC 应用程序实现的主要功能:
(1)蓄水池水位与水泵连锁控制,当蓄水池水位达到水位下限时水泵自动停止运行,以保护电机。
(2)供水泵出口阀与泵正常生产时,阀关位,启泵,15s 后,开阀;阀关到位后,停泵。工作泵与备用泵能够自动切换,当各泵组管远传压力达到最低时,备用泵启动,30s 后,工作泵停止运行。其中冲洗泵要求采用变频器控制,可根据用户的多少调速,保证管道压力恒定。
(3)HMI监控实现的主要功能。HMI监控级采用悉雅特公司的CitectHMI监控组态软件。该系统监控级完成变频水泵系统、电磁阀系统,电动阀系统工艺参数的采集、设定、显示、声光报警级相关设备的操作和状态监控。实现的主要功能:
① 数据采集功能。CitectHMI监控系统采集的数据是工艺设备的实时数据,包括压力、液位、泵的运行状态等。这些数据通过通信网络最终连接到相关的工艺图形界面上显示出来。
② 画面显示功能。该监控系统为用户提供了可视化的窗口进行过程信息的处理。以不同的颜色区分设备的运行状态以及检测设备是否正常运行。
③ 实时报警功能。本系统能自动检测系统的运行状态,一旦出现故障,画面将出现报警,以供操作人员查看,解决。
4 结束语
济钢原料场喷洒水系统软硬件成熟可靠,故障率低,操作简单,安全性高,便于维护。建成以后取得了良好的社会效益和经济效益 ,大大缓解了干燥大风天气受卸料所造成的扬尘,减轻了操作人员的劳动强度,减少了矿粉的损失。
- 下载排行更多»
-
- 1Power Panel宣传样本
- 2公司形象手册
- 3工业PC宣传样本
- 4集成自动化宣传样本
- 5驱动器产品概览样本
- 6贝加莱CNC技术
- 7电机与减速器产品概览
- 8变频器样本
- 9移动车辆及工程机械自动化
- 10Automotion 2013-03
- 11印刷行业专刊(2013)
- 12培训模块之 TM213-自动化操作系统(Runti..
- 13培训模块之 TM210-Automation Studio 3.0..
- 14操作面板和工业PC选型手册
- 15电机和减速器选型手册
- 16APROL DCS宣传样本
- 17APROL EnMon宣传样本
- 182013年菲尼克斯电气德国汉诺威展会精彩回顾
- 192013年菲尼克斯电气德国汉诺威展会报道-4..
- 202013年菲尼克斯电气德国汉诺威展会报道-4..
- 212013年菲尼克斯电气德国汉诺威展会报道-4..
- 222013年菲尼克斯电气德国汉诺威展会报道-4..
- 在线反馈
| 1.我有以下需求: | |
|
|
|
| 2.详细的需求: | |
| * | |
| 姓名: | * |
| 单位: | |
| 电话: | * |
| 邮件: | * |

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号