



.jpg)



当前位置:首页»案例
- 涟钢2200m3高炉喷煤控制系统
-
企业: 控制网 日期: 2005-06-02 领域: 点击数: 2383 摘要:介绍了2200m3高炉喷煤工艺及其相应PLC控制系统,包括系统的结构、控制策略以及对控制功能的研究分析。针对原来老系统中存在的问题采取了新的控制方式,从而提高了喷煤系统的自动控制水平。
关键词:高炉喷煤;制粉系统;喷煤系统;喷吹速率Abstract: The paper introduces the technics of 2200m3 blast furnace's coal spray and its PLC control system. It consists of the structure of system, control tactics, and analysis of control function. By adopting some new control techniques in the previous control system, the automatic control ability of the coal spray system is greatly improved.
Key words: Coal spray of blast furnace; Pulverized-coal system; Coal spray
system; Rate of injecting1 引言
在高炉喷煤中,必需保证连续安全可靠喷吹,才能有效降低炼铁成本。因此,在保证控制安全可靠的前提下,实现连续自动喷吹,是喷煤自动控制设计者主要考虑的问题。喷煤改造前涟源钢铁集团有限公司(以下简称涟钢)2200m3高炉一直由喷煤车间老喷煤系统的5#,6#喷吹系列向高炉喷煤,控制系统基本上是在画面上进行手动操作,需要频繁地进行手动倒罐操作,喷吹效率低;不能根据设定喷吹率自动调节罐压及补气流量以基本稳定的喷吹率向高炉喷煤,喷吹率波动很大。另外,喷吹率最大只能到20t/h左右,以高炉正常时日产量5500t铁水计算,煤比约为80kg/t铁水,使得高炉焦比居高不下,极大地制约了炼铁生产成本的下降,大高炉生产的规模效应难以显示。因此,2003年底开始对2200m3高炉喷煤进行了改造。
2 控制系统概况
如图1所示,制粉系统和喷吹系统是互相独立的两个系统,它们各自通过自己的操作站来控制,并不因为其中某一个系统停产引起另外一个系统停产。同时,两个操作站又可互为备用,防止其中一台操作站死机引起生产中断或生产事故。高炉主控室操作站是用来监视风口堵塞情况。整个工艺流程系统采用西门子公司的S7-400系列PLC实现自动化控制,监控软件采用WinCC 6.0。另外所有系统均联结于同一工业以太网上,数据可以互相传递,便于操作、监控。
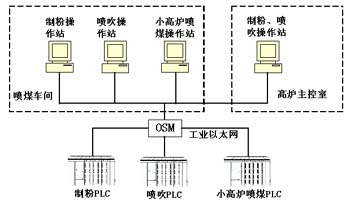
图1 控制系统示意图3 控制策略
3.1 安全性
由于煤粉是易燃易爆物品,因而在煤粉生产、输送、喷吹的整个过程中,都要保证各环节的安全可靠性。主要是在全过程监测、控制煤粉的温度和粉尘中的氧含量,在开、停机时进行消防充氮。对重要的检测信号进行报警或者自动停产处理,保证设备的安全性。
3.2 逻辑联锁简繁适度
在生产过程中若逻辑联锁比较繁杂的话,实际运行中因电气接点的故障而影响系统自动运行的概率增大,尤其是因瞬间干扰而停机。因此根据实际情况尽量使逻辑联锁简单。
3.3 参量控制强调重点
从经济性和实用性出发,参量控制只要抓住几个关键点即可。一是控制磨煤机的给煤量,对磨煤机出口、布袋氧含量超标报警、停机;二是根据高炉生产要求控制喷吹速率和故障报警、急停。
3.4 系统的易操作性和易维护性
制粉和喷吹的操作分别在各自的操作站上进行,两个操作站又可互为备用。操作画面丰富、简洁,易操作,对引起停机的故障进行跟踪记忆。在画面上用绿色、红色、闪烁的黄色分别表示正常、故障、正在动作等,以便控制和迅速排查处理。4 制粉系统控制
4.1 风机、中速磨的控制
对中速磨煤机和主引风机两台高压设备的操作仍执行送牌确认送电操作制度,采取"手动启、自动停"的控制方法。就是说,计算机检测中速磨煤机和主引风机的开车条件,若开车条件满足,使高压操作回路的合闸联锁接点闭合,同时发出允许合闸信号指示,提示操作人员送牌联络、合闸开机,正常或故障停机由计算机执行。
4.2 安全保护
由于煤粉易燃易爆,在整个生产过程中始终是保护的重点,为此采取两项措施:一是充氮保护,开车前对磨煤机、布袋除尘器充氮5分钟,以降低其内部氧含量,停机时充氮使机内温度迅速降低;二是温度控制,当磨煤机出口温度大于120℃时,全线停机并立即充氮。
4.3 中速磨的温度控制
磨煤机风粉分离器内的温度是一重要参数,若温度偏低原煤不能有效烘干,影响出粉,若温度太高就有火灾的危险。理论上要将温度控制在80~120℃,实际生产时,将温度控制在90~100℃范围内,以95℃作为温度控制点。进入磨煤机的干燥热风由烟气炉产生的烟气和热风炉的废气混合而成,当废气温度相对稳定时,以烟气炉热风调节阀为控制对象,利用PLC中的PID2功能块实现回路控制。5 喷吹系统控制
针对老喷吹系统中暴露的问题,新的喷煤控制系统增加和完善了以下控制过程:① 喷吹罐压力调节;② 自动倒罐;③ 喷吹率的自动控制;④ 传输空气流量控制;⑤ 分配器喷枪的堵塞检测和自动吹扫控制。
5.1 喷吹罐压力调节
喷吹罐压力调节包括恒压控制和罐压调节两个内容。恒压控制是在一定时间段内,为了维持煤粉喷吹速度相对稳定,需保持喷吹罐压力的恒定,及时对喷吹罐进行氮气充压。罐压调节是根据高炉炉况,需及时准确地调整煤粉喷吹量,这就需要调节喷吹罐的压力。需加大喷吹量时,进行增压调节,在HMI操作画面上调大罐压设定值,即自动打开充压阀,直到达到设定罐压。减小喷吹量时,进行减压操作,在HMI画面上调小罐压设定值,即自动打开卸压阀,直到达到设定罐压。
5.2 自动倒罐
为保障向高炉喷吹煤粉的连续进行,每座高炉用两个喷吹罐,当一个罐子喷吹煤粉时,另一个罐子做准备工作,直到满足喷吹条件后处于待用状态,当喷吹的罐子煤粉喷吹完时,自动转换到待用罐,从而实现自动倒罐。具体情况如下:
每个罐子根据喷吹系统各个阀门的开关状态分为放散、装粉、充压、保持、喷吹等五个阶段,如图2所示。正常喷吹时,刚刚喷吹完的罐子,发送一个"喷吹完成"信号给待用罐子,待用罐子接收到该信号后打开或者关闭相应的阀门使其处于喷吹状态,然后送一个"已喷吹"信号给空罐,空罐按照放散、装粉、充压、保持等顺序完成整个装粉步骤,然后处于待喷吹状态,当另一个罐喷吹完成后,该罐子自动喷吹,两个罐子依此进行自动倒罐。在生产过程中,阀门的到位信号是非常重要的,如果到位信号不来,会使系统停顿不前,从而影响到整个系统的自动执行。但如果阀门动作正常,只是限位有故障,这时可以用模拟信号代替,从而保证不影响生产,系统仍可自动执行。是否用模拟信号代替由操作人员根据现场实际情况进行选择。图3是单个罐顺序控制框图,放散、装粉、充压、保持、喷吹等五个阶段都是由计算机根据相应的条件自动判断,其中"罐装满否"与"罐压OK"这两个判断条件,操作人员可通过HMI操作画面进行修改,其它条件由工艺人员确认后,由软件开发人员进行修改,不允许操作人员修改。
图2 喷吹系统的阶段
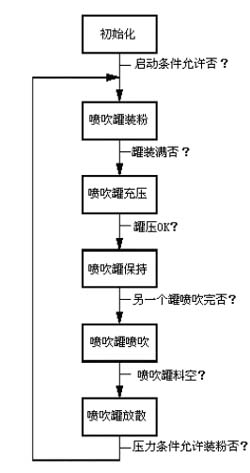
图3 顺序控制框图5.3 喷吹率的自动控制
喷吹量的控制是整个系统最关键的部分,它通过实时的检测煤粉的喷吹率,与根据高炉实际产量设定的喷吹量比较进而稳定并调节罐压和传输空气流量来稳定和保证喷吹量的。它的实现是在串级PID调节的基础上增加相关算法而实现的,喷吹量的PID调节为前级,其输出作为后级罐压PID的设定。喷吹过程中如果热风压力或罐压波动过大,超出了设定的范围,控制系统除了会调节稳压调节阀外还会自动开关快速充压阀和放散阀进行快速压力调节。其中喷吹量的计算是这个部分的关键,它的准确与否直接影响着喷吹量控制的稳定与精度。
喷吹率的计算为:dW/dt =(前次重量-现在重量)/取样时间
为了更准确,还需按罐压P进行补偿,则补偿后喷吹率X=dW/dt*(K*P+1) (K为经验系数)
计算得到实际喷吹量作为喷吹量PID的输入。
喷吹量控制的系统框图如图4所示。图中PT4201为420罐罐压,PT5003为热风压力,△P为差压。图中PID控制有三种操作方式,手动,半自动,全自动。手动为直接设定PID的输出百分值,半自动为人为设定此PID的设定值,全自动为程序动态给定设定值。

图4 喷吹量控制的系统框图为了在倒罐过程中避免由于实际喷吹量的突变使得罐压突变,采取了将前级PID的设定喷吹量钳制跟随实际喷吹量从而使前级PID输出在20秒内保持不变的方式来实现的,实际证明这种方式可以很好地防止倒罐引起的波动。
5.4 传输空气流量控制
传输空气流量的控制也是很重要的一个部分,这是由于传输空气流量的大小在喷吹量一定时直接决定了喷吹的浓稀相度,它与喷吹量的控制是直接相关的。在设定喷吹量时,将喷吹量以及喷吹浓稀相度等级设定以后,将喷吹量控制的前级PID的输出值结合相度等级选择,即LESS(少量)、MORE(多量)、HIGH(大量)、VERY HIGH(超大量)经过一个三次拟和函数G(X)=A*X3+B*X2+C*X+D计算后作为传输空气流量PID的设定值,实际上此时的传输空气流量也一定了。
等级不同G(X)参数的选取稍有不同。
5.5 分配器喷枪的堵塞检测及自动吹扫控制
分配器是喷吹系统的最后一关,它的任务是将从混合器来的煤粉进行重新分配,均匀地将煤粉喷进高炉燃烧。涟钢2 200m3高炉有28个风口,故在分配器煤粉被均匀的分配给了28支喷枪。在喷吹过程中会有喷枪堵塞的情况,如果不快速的使喷枪畅通,不仅会影响高炉燃烧分布,而且会烧枪,这时就靠喷枪堵塞检测装置检测每支枪的堵塞情况,然后由控制系统控制相应枪的阀门进行吹扫。每支枪都有一个喷吹阀,一个吹扫阀。正常时吹扫阀关闭,喷吹阀打开。故障时,喷吹阀关闭,吹扫阀打开。切换时,打开的阀先关闭,到位后再打开另一个关闭的阀。为了能灵活的进行自动手动选择以及吹扫周期选择,在HMI上设一喷枪系统吹扫周期时间间隔输入窗口和每个风口吹扫时间输入窗口以及在每个风口设一个自动/手动按钮。系统依次从1#~28#风口开始检测,如果某一个风口在自动状态,则控制相应风口喷吹阀关闭,吹扫阀打开,吹扫设定的吹扫时间后,判断下一个风口是否在自动,如果是则吹扫,不是则跳过,如果阀故障也跳过此风口,整个系统吹扫完一次之后,间隔设定的吹扫周期时间间隔后继续从1#风口开始判断吹扫。在吹扫中,如果某一风口堵塞检测信号到达,则立即吹扫次风口,其他风口吹扫顺序不变。
在投入自动以前,曾经发生过几起烧枪事故,投入自动后至今效果显著,没有发生过烧枪事故。6 结论
这套控制系统于2004年5月8日正式制粉,2004年5月13日正式向高炉喷吹,一次试车成功,投入运行半年以来系统稳定可靠,操作方便,已部分实现了自动,现在正常喷煤量约为35t/h,最高可达到45t/h左右,喷吹量基本达到了130kg/t铁以上,能基本满足大高炉需求。随着控制参数的不断摸索其余自动逐步投入运行以后,这套控制系统具备喷煤能力达到200kg/t铁以上。
参考文献:
[1] 王国雄,王铁,沈峰满,杨佳龙. 现代高炉粉煤喷吹[M]. 冶金工业出版社.
[2] 杨天钧,苍大强,丁玉龙.高炉富氧煤粉喷吹[M]. 冶金工业出版社.
- 下载排行更多»
-
- 1Power Panel宣传样本
- 2公司形象手册
- 3工业PC宣传样本
- 4集成自动化宣传样本
- 5驱动器产品概览样本
- 6贝加莱CNC技术
- 7电机与减速器产品概览
- 8变频器样本
- 9移动车辆及工程机械自动化
- 10Automotion 2013-03
- 11印刷行业专刊(2013)
- 12培训模块之 TM213-自动化操作系统(Runti..
- 13培训模块之 TM210-Automation Studio 3.0..
- 14操作面板和工业PC选型手册
- 15电机和减速器选型手册
- 16APROL DCS宣传样本
- 17APROL EnMon宣传样本
- 182013年菲尼克斯电气德国汉诺威展会精彩回顾
- 192013年菲尼克斯电气德国汉诺威展会报道-4..
- 202013年菲尼克斯电气德国汉诺威展会报道-4..
- 212013年菲尼克斯电气德国汉诺威展会报道-4..
- 222013年菲尼克斯电气德国汉诺威展会报道-4..
- 在线反馈
| 1.我有以下需求: | |
|
|
|
| 2.详细的需求: | |
| * | |
| 姓名: | * |
| 单位: | |
| 电话: | * |
| 邮件: | * |

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号