



.jpg)



当前位置:首页»案例
- 邮局悬挂分拣机分拣系统的设计与实现
-
企业: 控制网 日期: 2003-11-02 领域: 电源 点击数: 2272 郭爱琴
1 概述
邮局悬挂分拣机分拣系统是为提高邮局各邮包种类的分拣效率,以适应包裹分拣、储存及发运的各项要求而设计制造的。本系统以目前国际较先进的工业用PLC为核心,以监控计算机为人机界面,具有结构紧凑、故障率低、修改灵活方便、维修简单、抗干扰能力强,整机效率高等特点,可大大降低操作人员的劳动强度,提高分拣的正确率,并具有强大的人机对话功能,便于操作人员使用。
2 工作原理和总体设计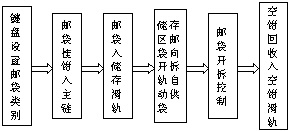
图1 分拣机主要工作流程图悬挂分拣机系统主要由10条储存轨,10条开拆轨,1个挂袋点,1个空钳螺旋滑杆等部分组成,完成实时控制(邮袋储存、开拆控制)、数据采集、运行监控、报警、信息处理等功能。工作流程如图1所示。
包裹、平刷、挂刷、平信、挂信等五种不同种类的邮袋由挂袋点入主链,根据上位机设置的轨道类别,分别进入各储存轨,并根据开拆轨的类别设置、数量等情况,向各开拆轨自动供袋,邮袋到开拆台由人工分拣后,空钳回收入空钳滑轨,以供重复使用。
3 硬件实现
根据系统的需求,选择PLC控制主机,现场输入输出装置(键盘)设置挂袋信息,上位管理机(工控机)实施管理和监控。系统总体结构如图2所示。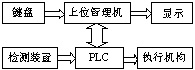
图2 分拣机控制系统框图PLC选用日本三菱公司的A2ASCPU,它是当今世界上较先进的微型模块式可编程控制器之一。由于使用了三菱的专用顺控芯片Mitsubishi Sequence Processor(MSP),它可以提供能媲美大型昂贵PLC的速度和功能。其程序容量为14kB,I/O点数为512,内存容量为64kB。
邮袋的探测采用无触点接近开关进行检测。PLC内的主要功能模块有PLC输出模块(1个A1SY40和7个A1SY10)及PLC输入模块(1个A1SX40和6个A1SX41)。通过206个输入端点和134个输出端点为挂袋点挂袋检测及供钳、储存轨进出轨的检测及控制、开拆轨进出轨的检测及控制、空钳满轨检测及控制等提供控制信号。
(1) 挂袋点挂袋及供钳
① 在挂袋点有一三位置开关,当开关把手在现地上袋位置时,按包裹/平刷/挂刷/平信/挂信上袋按钮,如果此种类上袋还有未满轨的,则相应的上袋灯亮,如果满轨,则相应的上袋灯闪烁,不进行此种类上袋工作。当开关把手在条码上袋位置时,刷条码后,工作原理同现地上袋。此外,必须等此邮袋入轨道后,才能刷另外邮袋条码进行上袋工作。
② 进行上袋时(上位机决定),上袋点所有邮袋分别进入各自储存轨,当储存轨满轨时,不进行上袋工作。
③ 当放袋停放器前面的检测开关检测到信号,停放器动作将邮袋放出,并在2秒钟内检测开关,若检测到信号则认为邮袋已放出。若无信号,则停放器继续动作,若动作五次仍未放出,则不再动作。
④ 挂袋停放器放出邮袋后,供空钳停放器动作,放出一把空钳,供操作人员使用。
(2) 储存轨进出轨的检测及控制
― 进轨
① 储存轨邮袋的进轨采用无触点接近开关进行检测,当邮袋夹钳通过接近开关时,开关动作;同时PLC对该轨计数,其相应轨的邮袋计数值加1。
② 当操作人员正在进行上袋的时候,邮袋将从前面的轨道开始进轨直到该轨满轨,再进入下一轨道直到所有储存轨满轨(如果挂袋点一直上袋),满轨后停止上邮袋。
③ 当邮袋进入储存轨被第一个接近开关检测到,但是在6秒内没有被第二个接近开关检测到,则认为此储存轨满轨。或者当邮袋进入储存轨的计数值大于此储存轨满轨设定的满轨值,则认为储存轨满轨。储存轨满轨时邮袋不能进轨。
― 出轨
① 在开拆收容轨的开拆台设置有一三位置开关,当开关把手不在中间空位置时,如果开拆轨还有未满轨的,则相应储存轨从前面有邮袋的轨开始出袋,当轨中的邮袋出完,转到下一储存轨出袋,直到所有储存轨邮袋出完。当开关把手在中间空位置时,不进行出袋工作。
② 在上位机设置一储存收容轨出袋开关,按下此开关,储存收容轨所有邮袋将进入包裹开拆轨或开拆收容轨。
(3) 开拆轨进出轨的检测及控制
― 进轨
① 开拆轨邮袋的进轨采用无触点接近开关进行检测,当邮袋夹钳通过接近开关时,开关动作;同时PLC对该轨计数,其相应轨的邮袋计数值加1。
② 当邮袋进入开拆轨被第一个接近开关检测到,但在6秒内没有被第二个接近开关检测到,则认为此开拆轨满轨。当邮袋进入开拆轨的计数值大于此开拆轨满轨设定的满轨值,则认为此开拆轨满轨。开拆轨满轨时邮袋不能进轨。
③ 当开拆轨满轨时开拆台工作,只有当开拆轨邮袋数比满轨值少5袋,才向此开拆轨补袋直到满轨。
― 出轨
① 开拆台上分别设有1个自动/手动把手、1个要袋按钮、1个升降机上按钮、1个升降机下按钮。
② 当把手在自动位置,按升降机下按钮,升降机下降直到夹钳到滑槽。按升降机上按钮,升降机自动上升直到上限位,同时开拆准备停放器放一邮袋供开拆。但注意开拆台只能有一个邮袋供开拆。
③ 当把手在手动位置时,与升降机上下按钮、要袋按钮相配合完成与自动方式相同的动作。但注意:开拆台只能有一个邮袋供开拆。一般应以自动方式工作。
④ 升降机上升到上限位后,有一个空钳停放器出轨。在自动方式,按要袋按钮则空钳停放器动作一次。
(4) 收容轨和空钳满轨
当储存/开拆收容轨的邮袋多于满轨限值,或者邮袋进入收容轨被第一个接近开关检测到,但是在6秒内没有被第二个接近开关检测到,则悬挂机驱动停机,此时可以再启动悬挂机,但是必须立即在上位机将储存收容轨的邮袋放到开拆轨,或者将开拆轨收容轨的邮袋开拆。
当空钳检测的邮袋多于满轨限值,或者邮袋进入空钳检测被第一个接近开关检测到,但是在6秒内没有被第二个接近开关检测到,则悬挂机驱动停机,在恢复空钳满轨到正常前,不能启动悬挂机。
在系统的主电机上装有一齿盘,提供电机运行的同步脉冲信号,PLC将此同步脉冲信号作为控制整个电控系统动作时间的标准,以确定各轨道的停放器、道岔的动作,使邮袋根据要求进入各轨道。
4 软件实现
现场监控计算机选用研华工控机,操作系统选用稳定性较强的Windows NT Workstation 4.0,开发软件选用Wonderware公司的InTouch 7.0。该软件是国际领先的HMI设计软件,可提供控制和信息资源的单一集成视图。InTouch允许工程师、监管人员和操作员通过他们生产过程的图形表象来浏览并与所有操作相互作用。对Windows NT 4.0和 Windows 95的版本7.0,包含一组更新的功能,特别是远程标记引用Active X支持、分布式报警处理等。此外,网络应用程序开发环境允许系统被开发并使用大规模基于PC的网络。另外,还提供PLC通信程序(I/O Server),通过串口(RS232)与PLC通信,HMI与I/O Server之间通过DDE的方式取得数据,通过ODBC方便与邮局中心信息处理系统的数据库连接,各软件之间的逻辑关系如图3所示。
图3 分拣机各软件之间的关系框图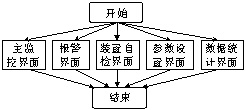
图4 分拣机HMI各功能模块框图HMI的各功能模块框图如图4所示。
(1) 主监控界面 实时监控系统各主要功能部件的状态和数值,例如:PLC、悬挂机的运行状态、储存区和开拆区各轨道的进轨道岔、出轨的机械手的状态,当前的轨道类别、邮袋的数量,升降机的状态,气压指示,释袋器的状态等。并提供修改各轨道邮袋数量的功能。
(2) 报警界面 记录各设备发生故障的时间、类别,各设备故障恢复的时间、类别等信息。
(3) 装置自检界面 用于点动自检、测试各执行机构的动作情况。
(4) 参数设置界面 设置各轨道的满轨限值、储存轨的类别,是否封轨等。
(5) 数据统计界面 实时显示各轨道的邮袋数,以及包裹、平刷、挂刷、平信、挂信的分类统计数,总邮袋数等每日的统计数据,设备的运行数据,并输出数据报表。
5 结语
本系统控制主体PLC无故障运行时间:≥30万小时,动作响应时间:≤50ms,整机连续工作时间:≥8小时,分拣控制综合差错率:<3/10000,达到设计要求。
- 下载排行更多»
-
- 1Power Panel宣传样本
- 2公司形象手册
- 3工业PC宣传样本
- 4集成自动化宣传样本
- 5驱动器产品概览样本
- 6贝加莱CNC技术
- 7电机与减速器产品概览
- 8变频器样本
- 9移动车辆及工程机械自动化
- 10Automotion 2013-03
- 11印刷行业专刊(2013)
- 12培训模块之 TM213-自动化操作系统(Runti..
- 13培训模块之 TM210-Automation Studio 3.0..
- 14操作面板和工业PC选型手册
- 15电机和减速器选型手册
- 16APROL DCS宣传样本
- 17APROL EnMon宣传样本
- 182013年菲尼克斯电气德国汉诺威展会精彩回顾
- 192013年菲尼克斯电气德国汉诺威展会报道-4..
- 202013年菲尼克斯电气德国汉诺威展会报道-4..
- 212013年菲尼克斯电气德国汉诺威展会报道-4..
- 222013年菲尼克斯电气德国汉诺威展会报道-4..
- 在线反馈
| 1.我有以下需求: | |
|
|
|
| 2.详细的需求: | |
| * | |
| 姓名: | * |
| 单位: | |
| 电话: | * |
| 邮件: | * |

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号